튜브 벤딩 작업은 생각보다 까다롭다.
튜브 벤딩 작업은 생각보다 어렵다. 튜브가 주름지지 않도록 구부려야 하고, 굽힘각도와 길이를 맞추는 것도 의외로 어렵다.
- 특히 굽힘여유(BA)와 세트백(SB)을 계산하여 전체 길이를 계산하고, 굽힘 위치를 바르게 표시하는 것이 어렵다.
- 각 학교에서 가르치는 방식이 약간씩 달라서, 정확히 모르는 수험자가 통일되지 않은 자료를 보고 혼란을 겪기도 한다.
여기서는 핵심적인 내용만 살펴보자. 약간 길게 잘라서 작업한 후에 전체 길이를 맞춰 자르도록 알려주기도 하지만, 일단 튜브 벤딩 작업의 올바른 순서는 아래와 같다.

튜브의 세트백, 굽힘여유, 전체 길이를 계산하기
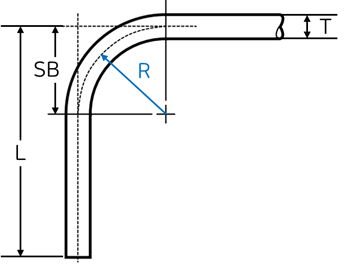
판재의 굽힘반지름은 판재 안쪽까지이지만, 튜브의 굽힘반지름은 CLR(Center Line Radius)로서 아래 그림처럼 튜브 중심까지의 거리다. 또한 튜브의 성형 길이(아래 그림의 L)도 튜브 중심까지의 거리로 주어진다.
따라서 세트백, 굽힘여유를 계산할 때 아래의 공식을 사용한다.
세트백(Setback) 계산
$$SB = KR$$
(K=굽힘 상수, 굽힘 각도가 90°이면 1이고, 굽힘 각도가 45°이면 0.4142)
굽힘여유(Bend Allowance) 계산
$$BA = \frac{\theta}{360} \times 2 \pi R$$
전체 길이 계산
튜브 벤딩에 필요한 전체 길이는 모든 FLAT과 굽힘 여유를 더한 값이다. FLAT은 튜브를 구부리지 않은 직선부분의 길이를 말하며, $FLAT = L - SB$로 구한다.
[예시] 다음과 같이 굽힘 작업하기 위해 필요한 튜브의전체 길이를 구하시오.
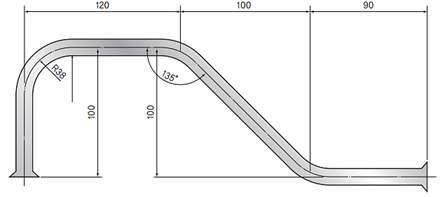
- 굽힘각도가 90°일 때의 세트백을 SB1, 굽힘여유를 BA1이라고 하자.
- 굽힘각도가 45°일 때의 세트백을 SB2, 굽힘여유를 BA2라고 하자.
전체 길이 $= (100-SB1) + BA1 + (120-SB1-SB2) + BA2 + (141-SB2-SB2) + BA2 + (90-SB2) $
굽힘 접선 표시하기
아래 그림처럼 튜브에 굽힘접선을 표시한다. 굽힘접선은 굽힘이 시작되고 끝나는 점이므로 굽힘 하나에 굽힘접선이 두 개씩 있다. 아래 그림은 이해를 돕기 위해 굽힘 접선 두 개를 모두 표시했지만, 실제 작업시 필요한 굽힘접선을 빨간색이다.
즉, 튜브의 왼쪽을 기준으로 굽힘작업을 한다면, 빨간색으로 표시한 굽힘접선을 튜브벤더에 맞추고 작업한다.

항공산업기사 공개도면 분석하기
아래 그림은 한국산업인력공단의 공개문제 자료실에 있는 도면에 중요한 부분을 표시한 것이다. 위에서 예시로 든 도면과 비교하자.
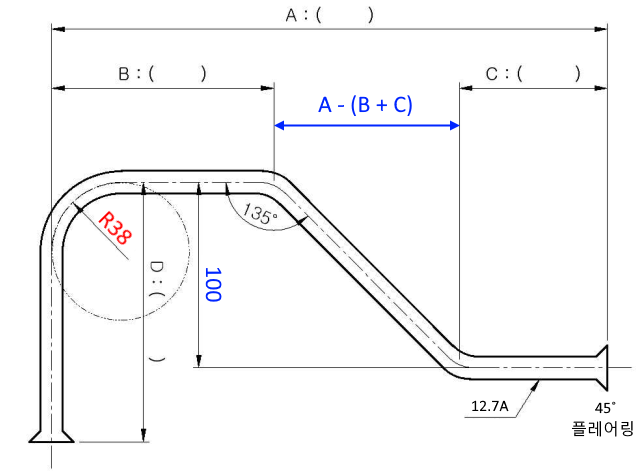
예시와 다른 점은 두 가지다.
- A, B, C, D의 길이를 주지 않고 변경할 수 있다.
- 파란색으로 표시한 A-(B+C)의 길이를 주지 않고 계산해야 한다.
파란색으로 표시한 A-(B+C)의 길이를 주지 않았으나, 굽힘각도가 135도이기 때문에 A-(B+C)는 100이다. 다른 값이 올 수 없다. 그러므로 이 부분은 신경쓰지 말고 나머지 길이만 잘 보면 된다. 즉, 예시에서 사용한 공식을 다시 써보면 아래와 같다.
전체 길이 $= (D-SB1) + BA1 + (B-SB1-SB2) + BA2 + (141-SB2-SB2) + BA2 + (C-SB2) $
따라서 튜브 벤더에 맞추고 구부려야 할 굽힘 접선의 위치는 다음과 같다.
- 첫 번째로 구부릴 위치: 튜브 끝에서 $D - SB1$ mm 지점
- 두 번째로 구부릴 위치: 첫 번째 위치에서 $BA1 + (B-SB1-SB2)$ mm 지점
- 세 번째로 구부릴 위치: 두 번째 위치에서 $BA2 + (141-SB2-SB2)$ mm 지점
다음에는 튜브 벤더의 사용법을 알아보자.
'항공산업기사 > 실기해설' 카테고리의 다른 글
| 항공산업기사 필답시험 고득점전략 #1 (0) | 2023.02.24 |
|---|---|
| 항공산업기사의 튜브 벤딩 시험을 잘 보려면 #2 (0) | 2023.02.23 |
| 항공산업기사 수험자가 지참할 준비물 (0) | 2023.02.21 |
| 온라인으로 준비하는 항공장비정비 #8 (최종) (0) | 2022.12.19 |
| 온라인으로 준비하는 항공장비정비 #7 (0) | 2022.12.17 |



